To keep pace with today’s changing taste and lifestyle of consumers, lemonade concentrate and fruit concentrate companies are incorporating sophisticated technologies to deliver quality products in the market.
Every process is performed to ensure that all food products reach the consumer with the right flavour, shape, and longer shelf life.
Moisture control during concentrate processing, packaging, or storage often plays a party spoiler role. Thus, humidity control is essential in the food industry in areas like storage, production, packaging, processing, and low-temperature drying.
In processing powdery foods, especially health foods like lemonade concentrate, concentrate fruit, protein supplements, soup powders, cocoa as well as gelatins, dehydrated soft drink concentrate, instant coffee powders, etc., the presence of moisture in the surrounding air can cause lumping and caking of food concentrate. It causes the tiny particles to stick or cluster together, thus inhibiting their free flow in the manufacturing or packaging process.
Many granular or powdered materials are transferred to packaging via high-velocity air streams. This process is commonly referred to as pneumatic conveying or airveying. Highly hygroscopic materials like sugar, flour, starch, beverage, and food powders make humidity control a crucial element of materials handling systems. The transportation of powdered, granulated, or flaked material by high-velocity airstreams can significantly be improved by drying the air.
In addition, the presence of moisture in the air may interfere with the operation of the processing machine, thus obstructing the free and easy movement of the foodstuff. The solution to this lies in surrounding the processing and manufacturing area with dry air.
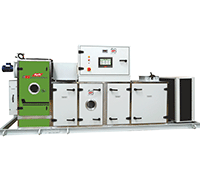
All these conditions can be effectively maintained by using Bry-Air desiccant dehumidifier.
The solution lies in dehumidifying the air. Bry-Air desiccant dehumidification systems ensure optimum humidity control as required by the process and are dependable, efficient, and versatile. Dehumidification allows smooth powder flow even during periods of high humidity. A few of our reputed clients are Kellogg’s, Wrigley, Cadbury, Nestle, Unilever… the list is endless.
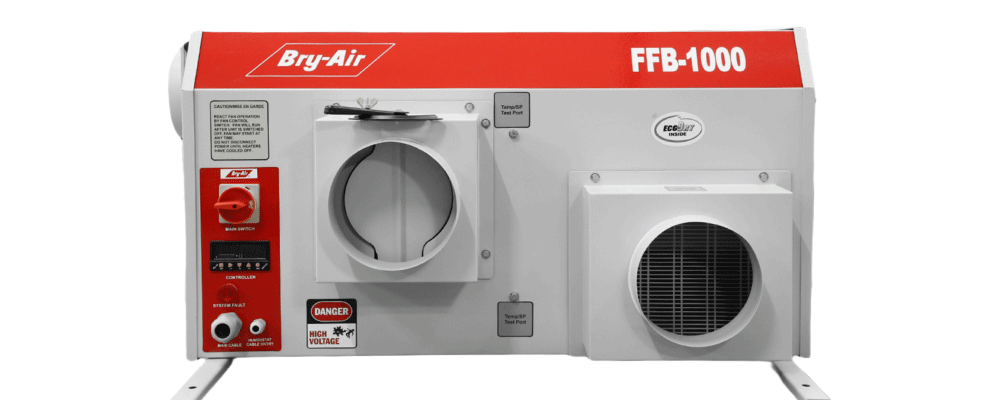
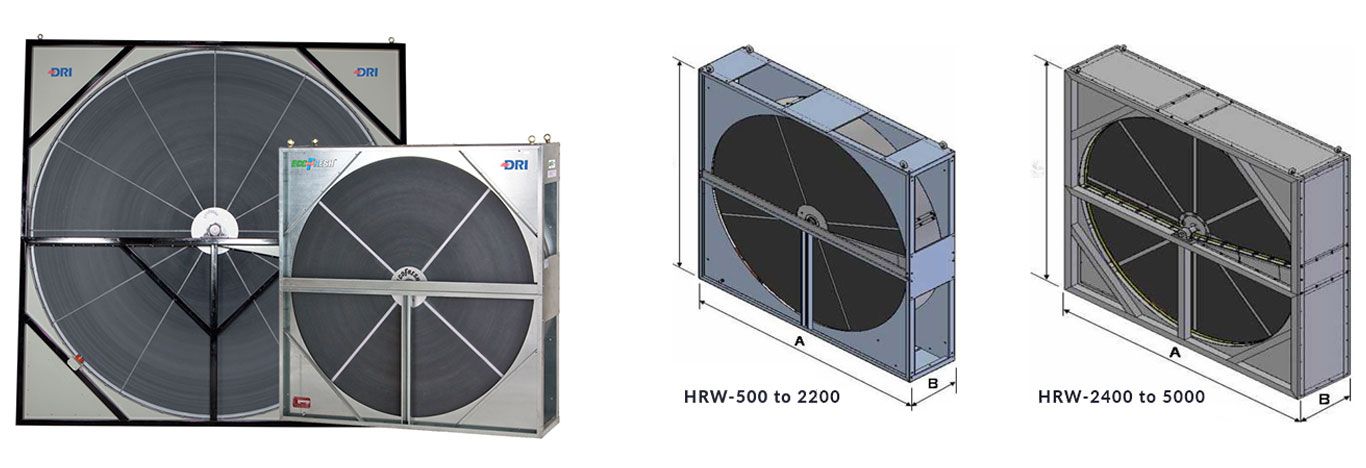
The powder coated, CNC fabricated compact desiccant dehumidifiers (FFB series 170-4500 CMH) are lightweight and can be installed above the false ceiling.

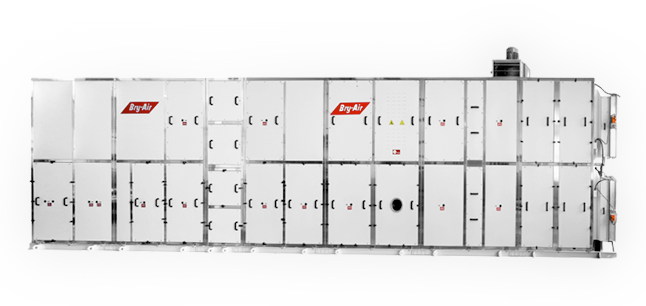
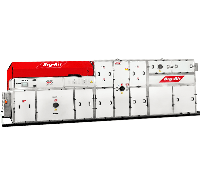
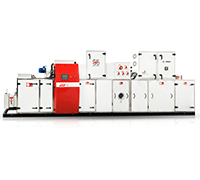
For complete air handling and environment control needs (ranging from 2,500 CMH to 25,000 CMH)